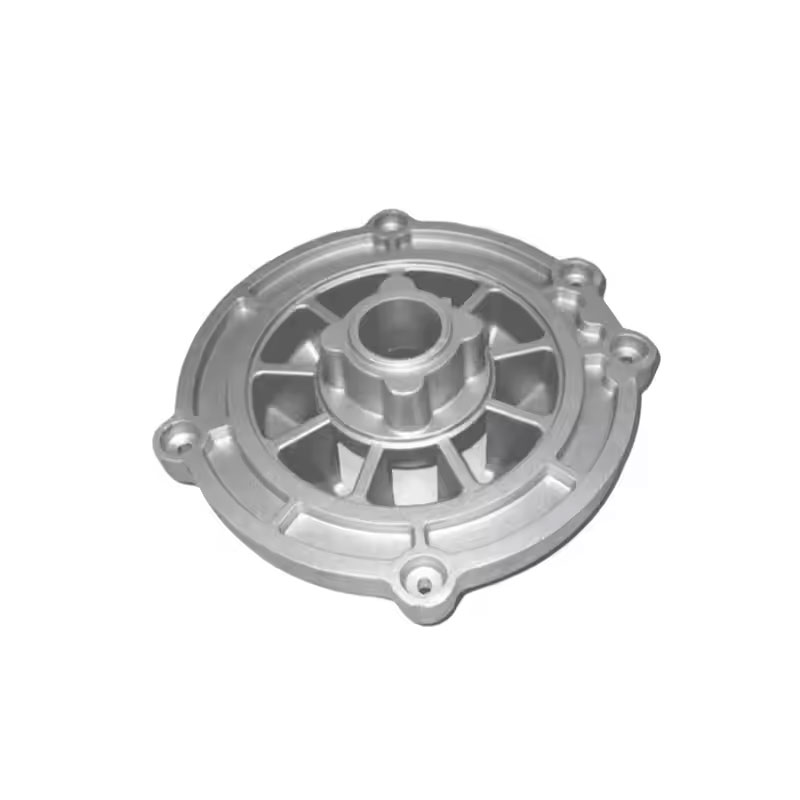
Losier, um fabricante e fornecedor com sede na China, é especializado em acessórios de carcaças de bombas de fundição de alumínio com molde de metal gravitacional A356 de alta resistência. Esses componentes combinam alta resistência à tração, estanqueidade à pressão e durabilidade leve. O tratamento térmico T6 e a usinagem de precisão garantem resistência à corrosão e tolerâncias rígidas para sistemas automotivos, industriais e hidráulicos pesados.
Os acessórios de carcaças de bomba de fundição de alumínio com molde de metal gravitacional A356 de alta resistência da Losier são formados usando moldes de metal reutilizáveis com preenchimento apenas por gravidade, o que leva a excelentes propriedades mecânicas. A liga A356 oferece boa soldabilidade e resistência à corrosão após o tratamento T6. As aplicações típicas incluem cilindros de motor, carcaças de transmissão, componentes de asas e acessórios aeroespaciais.
Precisão dimensional
Moldes metálicos reutilizáveis mantêm uma geometria de cavidade consistente. As peças fundidas alcançam tolerâncias restritas sem injeção de alta pressão.
Propriedades mecânicas superiores
O enchimento lento e por gravidade minimiza a retenção de gás e a porosidade. Os acessórios de alta resistência das carcaças da bomba de fundição de alumínio com molde de metal gravitacional A356 exibem maior alongamento e resistência à fadiga do que as peças fundidas sob pressão de alta pressão.
Bom acabamento superficial
A rugosidade da superfície fundida normalmente atinge Ra 3,2–6,3 µm, redutível a Ra 1,6 µm com processamento secundário.
Eficiência material
Não há necessidade de excesso de matéria-prima ou sistemas de injeção de alta pressão. Taxa de refugo mais baixa e tolerâncias de usinagem reduzidas.
1. Preparação do molde: Pré-aqueça o molde de metal (150–260°C) e aplique o revestimento antiaderente.
2. Preparação do fundido: Derreta os lingotes A356, desgaseifique e mantenha a 700–750°C.
3. Derramamento: Despeje pelo método de concha ou inclinação com taxa de enchimento de 0,5–2,0 kg/s.
4. Resfriamento: Solidificar no molde por 30 segundos a 5 minutos dependendo da espessura da parede.
5. Ejeção: Abra o molde e ejete a peça fundida a 300–450°C.
6. Pós-processamento: acabamento, tratamento térmico T6 (solução + envelhecimento), usinagem CNC e inspeção.
Jateamento de areia
Melhora a superfície para Ra 3,2 µm, prepara para adesão do revestimento.
Acabamento CNC
Atinge tolerância de 0,05 mm nas faces de vedação e nos furos dos rolamentos.
Anodização
revestimento em pó – Melhora a resistência à corrosão e a aparência.
Todo o desenvolvimento de produtos na Losier adota a tecnologia CAD desde o conceito até a produção. Os arquivos 2D ou 3D do cliente são importados diretamente para projeto de moldes, simulação de canais e geração de caminhos de usinagem. A análise de solidificação prevê a contração e a porosidade antes da primeira fundição. Este fluxo de trabalho digital reduz execuções de teste e garante que todos os acessórios de carcaças de bomba fundidas em alumínio com molde de metal gravitacional A356 de alta resistência estejam em conformidade com a geometria original e os requisitos funcionais. As revisões são tratadas rapidamente e as modificações do molde são rastreadas no mesmo ambiente CAD.
Serviço integrado e único
Do desenvolvimento de mercado e prototipagem à produção e suporte pós-venda.
Flexibilidade multiprocesso
Fundição por gravidade, fundição em areia, fundição de precisão, fundição sob pressão, fundição de baixa pressão, centrífuga e contínua.
Operações secundárias internas
Soldagem, corte a laser, estampagem, tratamento térmico, torneamento/fresamento/retificação/perfuração CNC e acabamento superficial.
Conformidade
Os produtos são fabricados de acordo com padrões nacionais e industriais (itens não padronizados por desenho). Toda pesquisa e desenvolvimento usa tecnologia CAD.
| Matérias-primas | Ferro, alumínio, aço, cobre, plástico, aço carbono, nylon, bronze, liga de zinco, aço inoxidável ou conforme suas necessidades |
| Tecnologia | Molde/molde de areia/gravidade/fundição sob pressão de baixa pressão/fundição de investimento de precisão, peças de usinagem CNC |
| Processo de fabricação | Processo/processamento secundário/acabamento de superfície |
| Tratamento de superfície | Polimento, jateamento de areia, tratamento térmico, pintura, revestimento em pó |
| Tratamento térmico | Têmpera, revenimento, recozimento, normalização, nitretação, cementação |
| Equipamento de processamento | Máquinas-ferramentas CNC, tornos, secadores, fresadoras, retificadoras, etc. |
| Ferramentas de medição | Máquinas de medição de três coordenadas, projetores, calibradores Vermeer, calibradores de profundidade, micrômetros, medidores de pinos, medidores de rosca, medidores de altura, etc. |
| Aplicativo | Equipamentos de comunicação/equipamentos mecânicos/peças automotivas/máquinas de automação/equipamentos médicos/máquinas industriais/automóveis/aparelhos elétricos/e outras indústrias, etc. |
| Tolerância | 0,01 mm |
| Peso | 0,01-100kg |
| Escopo de serviço OEM | OEM/ODM |
| Formato de desenho | Passo, IGS, Passo, IGS, X_T, DWG, PDF |
| Embalagem | Contraplacado ou caixa de madeira (conforme necessidade do cliente) |